 EN
EN
 TR
TR
Crystalline Fructose
GPPE has very long hands on experince in Crystalline Fructose process. We can design the whole Crystalline Fructose production process for maximum yield and quality. We have all know how about different types of Crystalline Fructose sold in the market.
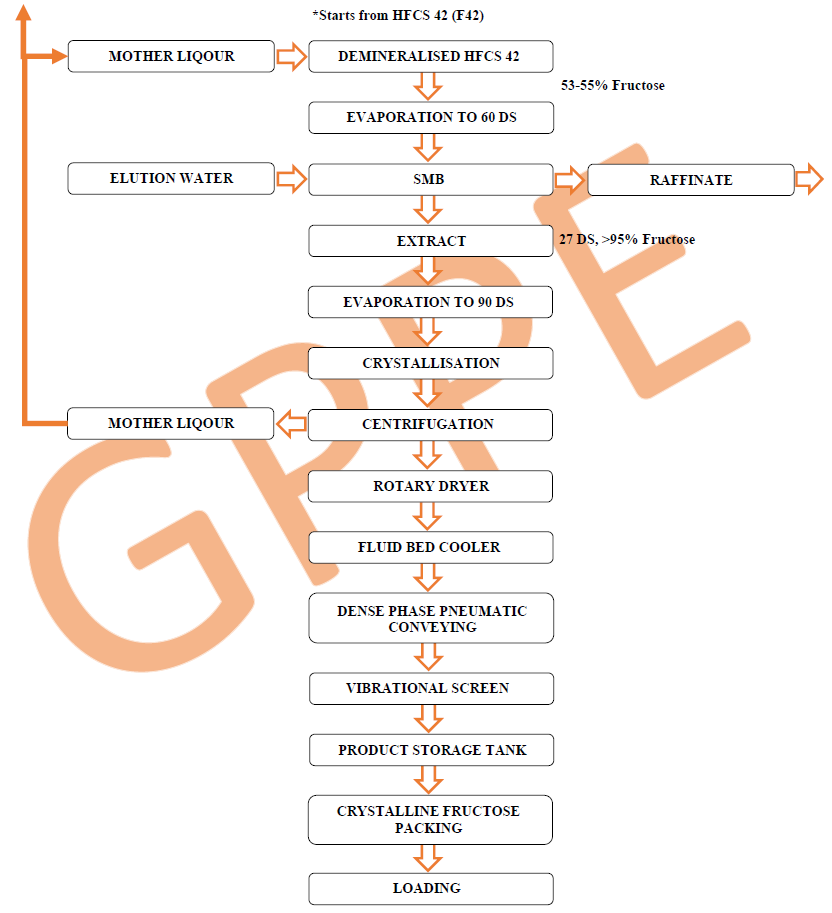
53-55 % Fructose containing stream with 60% DS is fed to Simuated Moving Bed system. Condensate or Purified water is used as Desorbent (also called Elution Water). Both feed stream and Desorbent steam must be pure. In this system resin in calcium form is used and slow moving fructose stream is separated from remaining stream. Fructose enriched stream is called Extract and contains more than 95% Fructose and has a average 27% dry substance. Remaining part contains dextrose, DP2, DP3, DPn and some fructose. Fructose% in raffinate stream must be minimized for Recovery reasons. Raffinate is sent back to initial part of process, Saccharification, or could be used for HFCS production with addition of fresh D95 coming from saccharification. Certain amount of raffinate could circulate in the system.
27% DS Extract stream is concentrated via evaporators. MVR is cost saving for 77-80% DS. Depends on steam cost MVR could increase DS from 27% to 77-80% and then by the steam driven multiple effect falling film evaporator it is concentrated to 90% DS.
Crystallisation feed stream is cooled before feeding crystallizers. GPPE has Seed Crystallisation process with multiple feed Crystallizers system also. We may design the system according to market demand. From main crystalliser massecuite is fed to basket centrifuges. Crystals are separated with 1,5-2% moisture and 99,99% fructose content from greens (mother liquor) and fed to Dryer. Dehumidifier is used in order to generate dryer air. Rotary Drum Dryer in Crystalline Fructose process is dryer and cooler combination. After dryer, product has 0,05% max moisture content and cooled by the help of fluid bed cooler. It is important to transfer product via dense phase pneumatic conveying system in order not to break crystals. Pneumatic conveying system transfers product to vibrational screens in order to separate products to desired particle size. Different screen meshes are used in order to get partice size specification. Following screen products are stored in products silos. Following silos products are bagged and palletized. 25 kg bags could be either filled by open mouth bags and heat sealed plus sewed or valve bags with double ultrasonic seals. Mainly Asia customers prefers open moouth bags while European customers prefers valve bags. Both markets demands some products in the Bigbag also. Both paper bags and bigbags have special design in order not to affect quality of the product and special actions must be taken in storage designs due to nature of product.
